skupić się na aplikacji ultradźwiękowej, w dobrej wierze, aby zdobyć klientów







| Miejsce pochodzenia: | CHINY |
|---|---|
| Nazwa handlowa: | QRsonic |
| Orzecznictwo: | CE |
| Numer modelu: | QR-D2050A |
| Minimalne zamówienie: | 1 jednostka |
| Cena: | Negotation |
| Szczegóły pakowania: | Pakowany w drewnianą skrzynkę |
| Czas dostawy: | 15 dni roboczych |
| Zasady płatności: | T/T, Western Union |
| Możliwość Supply: | 2000 jednostek miesięcznie |
| nazwy produktów: | Spawanie ultradźwiękowe metali | Częstotliwość: | 20 kHz |
|---|---|---|---|
| Moc: | 5000 W. | Napięcie: | 380V |
| Ciśnienie powietrza: | 0,05-0,9 MPa | Wymiar generatora: | 540 * 380 * 150 mm |
| High Light: | ultrasonic welding process,ultrasonic welding machine |
||
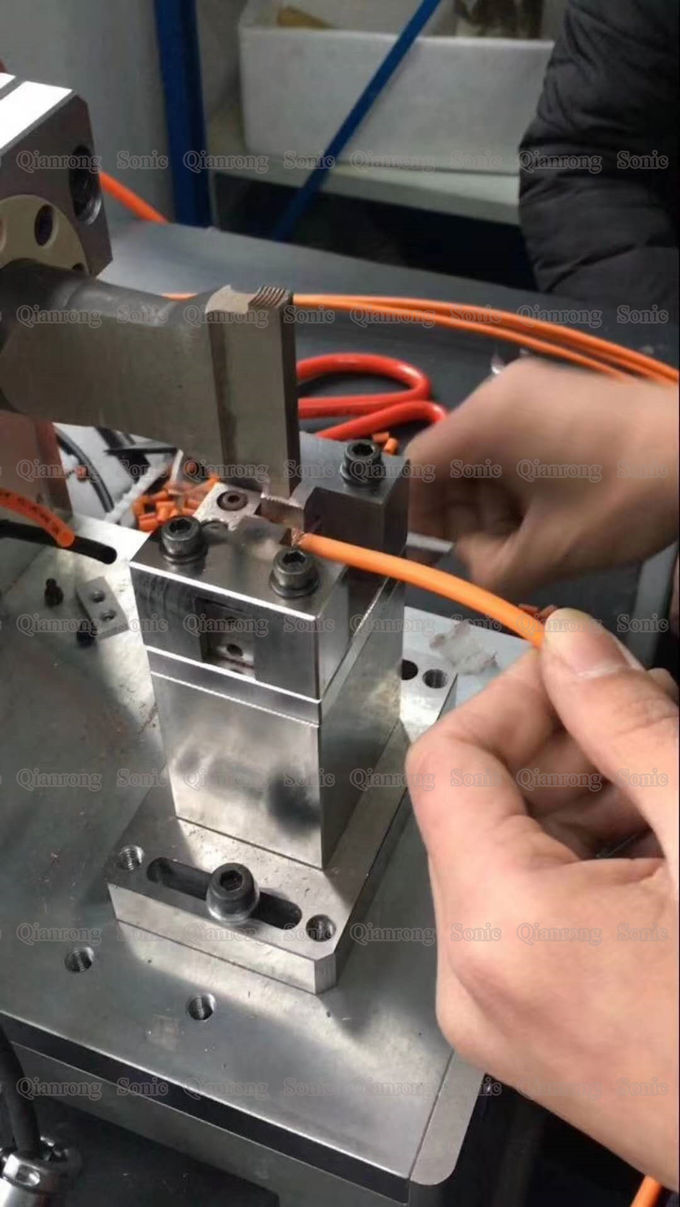
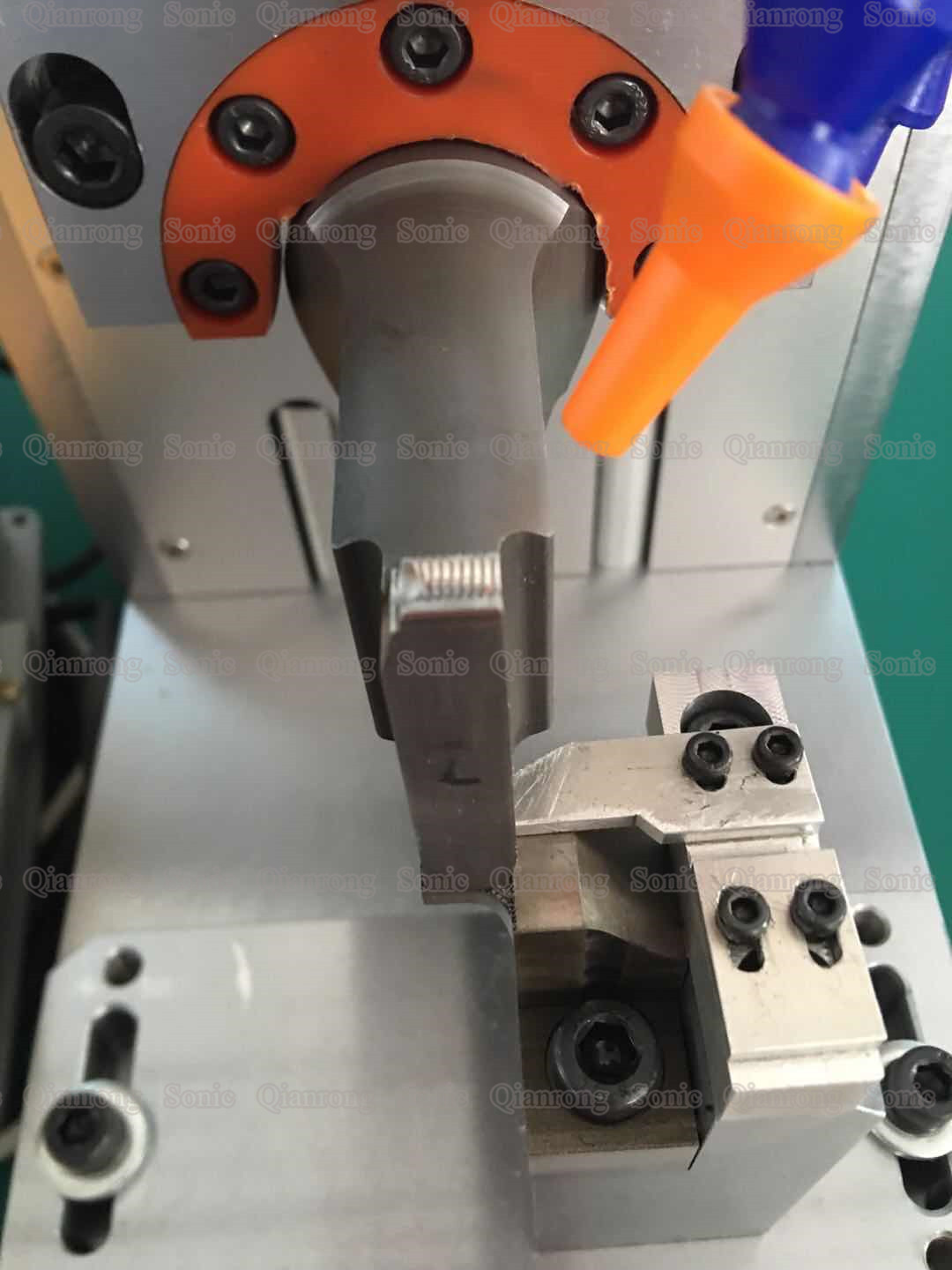
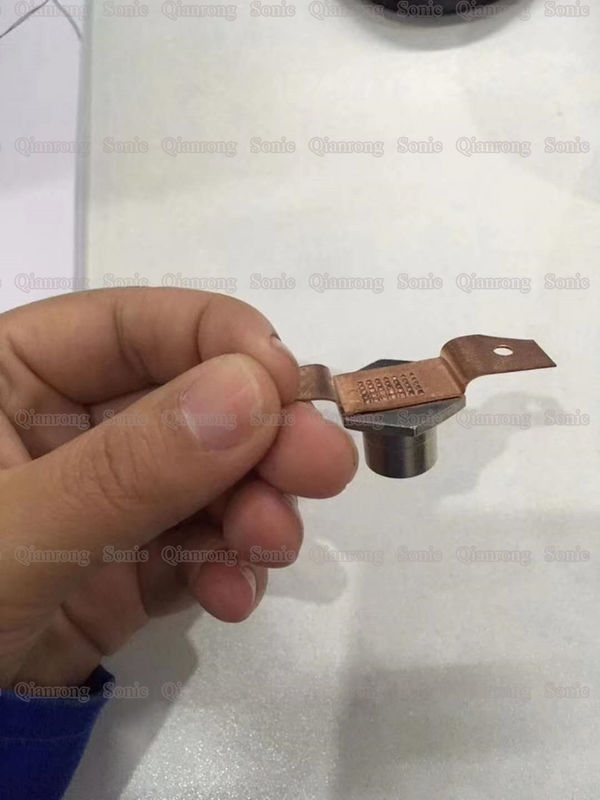
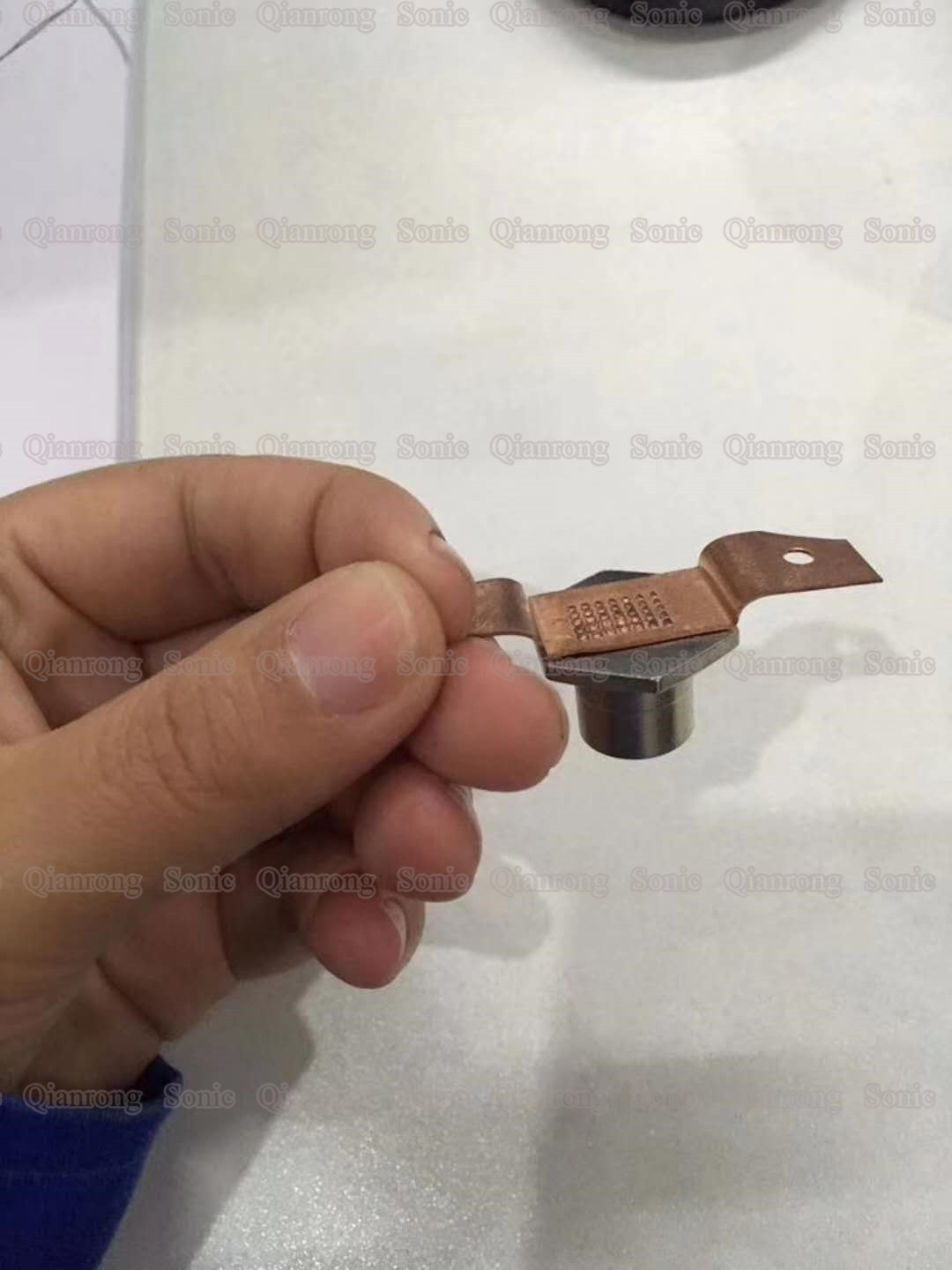
Połączenie zgrzewarki ultradźwiękowej z punktowym metalem i wiązką przewodów
Opis:
Ultradźwiękowy proces spawania metalu jest procesem pomiędzy spawaniem na zimno a spawaniem tarciowym, który wykorzystuje energię o wysokiej gęstości generowaną przez wibracje mechaniczne o wysokiej częstotliwości. Drgania mechaniczne głowicy spawalniczej ultradźwiękowego spawania metalu są równoległe do powierzchni przedmiotu obrabianego. Podczas spawania ciśnienie statyczne działa prostopadle na powierzchnię spawalniczą przez głowicę spawalniczą, a jednocześnie nakłada siłę ścinającą na wibracje o wysokiej częstotliwości. Kiedy siła ścinająca przekroczy granicę sprężystości materiału, część powierzchni styku przedmiotu obrabianego zaczyna się ślizgać. Ta siła ścinająca Kierunek jest stale zmieniany z częstotliwością dziesiątek tysięcy razy na sekundę podczas procesu spawania. Łamiąc i usuwając brud z powierzchni przedmiotu obrabianego, powierzchnia czystego metalu zaczyna się stykać w wielu punktach. Gdy wibracje o wysokiej częstotliwości trwają, obszar styku czystego metalu rozszerza się, aż rozszerzy się na całą strefę spawania, a jednocześnie na powierzchni styku powstają atomy. Dyfuzja, rekrystalizacja metalu daje strukturę drobnoziarnistą i wykazuje właściwości odkształcania zimnego metalu.
Dane techniczne:
| przedmiot nr | QR-D2020A | QR-D2030A | QR-D2050A |
| Moc | 2000 W. | 3000 W. | 5000 W. |
| Ciśnienie powietrza | 0,05-0,9 MPa | 0,05-0,9 MPa | 0,05-0,9 MPa |
| Częstotliwość | 20 kHz | 20 kHz | 20 kHz |
| Napięcie | 220 V. | 220 V. | 380 V. |
| Waga rogu | 55 kg | 60 kg | 88 kg |
| Dimorn of Horn | 550 * 280 * 380 mm | 550 * 280 * 430 mm | 550 * 380 * 660 mm |
| Rozmiar generatora | 540 * 380 * 150 mm | 540 * 380 * 150 mm | 540 * 380 * 150 mm |
Analiza awarii zgrzewania punktowego ultradźwiękowego metalu:
1. Gorączka
Głowica spawalnicza będzie miała podczas pracy pewną ilość ciepła, co jest spowodowane mechaniczną utratą samego materiału i przewodnictwem cieplnym spawu. Niezależnie od tego, czy ciepło włosów spawalniczych jest normalne, czy nie, gdy ładunek nie jest obciążony (tj. Nie dotyka przedmiotu obrabianego), fala ultradźwiękowa jest emitowana w sposób ciągły przez ponad pół godziny, a temperatura nie może przekroczyć 50-70 stopni Celsjusza . Jeśli ciepło jest silne, głowica spawalnicza jest uszkodzona lub materiał jest niekwalifikowany i należy go wymienić. .
2. Wycie
W przypadku wycia podczas pracy głowicy spawalniczej należy przeanalizować następujące przyczyny:
za. Czy śruba mocująca jest luźna?
b. Czy głowica spawalnicza jest pęknięta
do. Czy głowica spawalnicza styka się z przedmiotami, które nie powinny się stykać
3. Przeciążenie
Gdy generator generuje alarm przeciążenia, należy go sprawdzić w następujący sposób:
za. Test bez obciążenia, jeśli prąd roboczy jest normalny, może się zdarzyć, że głowica spawalnicza styka się z przedmiotem, którego nie należy dotykać, lub regulacja parametrów między głowicą spawalniczą a gniazdem spawalniczym jest wadliwa.
b. Gdy test bez obciążenia nie jest normalny, najpierw sprawdź, czy głowica spawalnicza ma pęknięcia, czy instalacja jest stabilna, a następnie wyjmij głowicę spawalniczą, a następnie przeprowadź test bez obciążenia, aby wyeliminować problem z przetwornikiem + klakson i eliminuj go krok po kroku. . Po wyeliminowaniu możliwości uszkodzenia przetwornika + klaksonu, wymień nowy klakson, aby ustalić.
do. Czasami zdarza się sytuacja, w której test bez obciążenia jest normalny i nie działa poprawnie. Mogą występować zmiany we wnętrzu oryginału, takie jak głowica spawalnicza, skutkujące słabym przenoszeniem energii dźwięku. Oto stosunkowo prosta metoda oceny: metoda dotykowa. Głowa robocza lub róg ma bardzo jednorodną amplitudę podczas pracy na powierzchni, a dłoń jest aksamitnie gładka. Gdy energia dźwięku nie jest płynnie przekazywana, dotykając ręką odczuwa się bąbelki lub zadziory. Metody eliminacji stosowane są w celu wyeliminowania problematycznych części. Ta sama sytuacja może wystąpić, gdy generator nie jest normalny, ponieważ normalnie fala wejściowa przetwornika powinna być gładką falą sinusoidalną, co może również wystąpić, gdy na fali sinusoidalnej występują szczyty lub nieprawidłowe kształty. W tej chwili można to ocenić, zastępując inny cały składnik energii akustycznej.
Połączenie zgrzewarki ultradźwiękowej z punktowym metalem i wiązką przewodów